

汽車用ABS/ PVC 密封條的開發
欄目:行業動態 發布時間:2021-06-01 15:53
針對目前國內汽車用PVC 門窗密封條存在的缺陷,研制開發了ABS/ PVC 密封條專用料。研 究結果表明,通過選擇適宜的原料種類及其配比,并添加適量的ABS 接枝粉、氟母粒及聚乙烯蠟等,在 適...
針對目前國內汽車用PVC 門窗密封條存在的缺陷,研制開發了ABS/ PVC 密封條專用料。研
究結果表明,通過選擇適宜的原料種類及其配比,并添加適量的ABS 接枝粉、氟母粒及聚乙烯蠟等,在
適當的加工條件下,能生產出性能完全滿足相關技術指標的ABS/ PVC 密封條。
車輛門窗密封條是車輛防塵、擋雨的關鍵部件。汽車用密封條大多以塑料和鋁共混物為主,由于鋁共混物對玻璃減振性差,所以人們更趨向于使用塑料密封條 。
目前,我國汽車尤其是轎車用門窗密封條多數依賴進口。國內一般采用PVC 作原料生產汽車門窗密封條,其拉伸強度和沖擊強度低,而且遇熱易變形,使用壽命一般只有2~5 年;國外則采用EPDM、PP 及EPDM/ PP熱塑性彈性體,使用壽命一般與汽車的使用壽命相同(10 年以上) ,但價格昂貴[2 ] 。為此,開發了汽車用ABS/ PVC 密封條,克服了PVC 密封條熱穩定性較差、缺口沖擊強度敏感的缺陷,而價格比進口密封條便宜。
1 實驗部分①
1. 1 原材料
PVC 樹脂,S - 700 型,S - 1000 型,齊魯石化公司氯堿廠產品;ABS 樹脂,301 注射級,蘭州石化公司合成橡膠廠產品;ABS 接枝粉,膠質量分數為60 % ,蘭州石化公司合成橡膠廠產品;氟母粒樹脂,蘭州石化公司石油化工研究院產品;聚乙烯蠟,蘭州石化公司石油化工廠產品;其他助劑(穩定劑、潤滑劑、增塑劑等) 均為國產工業級。
1. 2 儀器和設備
哈克轉矩流變儀,RHEOCORD40 ,美國哈克公司產品;雙螺桿擠出造粒機,ZSE - 34 ,西德萊斯公司產品;密封條共擠出設備,SJ - 45 ×25C,哈爾濱塑料制造模具廠產品;高速混合器,GRH - 100 ,阜新市紅旗塑料機械廠產品;懸臂梁沖擊強度測定儀,XJU - 5. 5 ,承德市金建檢測儀器有限公司產品。
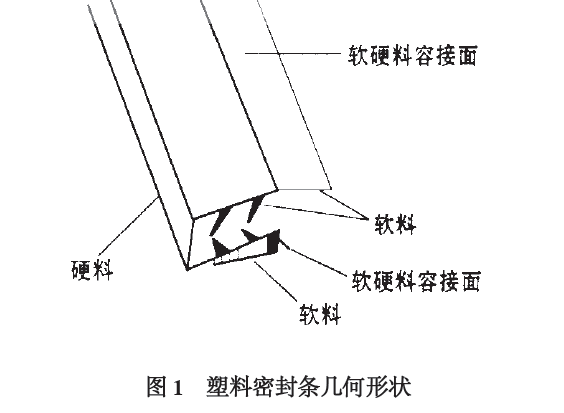
1. 3 密封條的幾何形狀及技術要求
塑料密封條幾何形狀如圖1 所示,分為軟料部分(以熱塑性彈性體為主) 和硬料部分(ABS/PVC 共混物) 。硬料U 形槽內用于固定玻璃,外端固定在汽車門窗框上,軟料部分則對玻璃起減振和密封作用。汽車用塑料密封條技術指標如表1 所列。
2 結果與討論
2. 1 ABS 與PVC配比對其共混物性能的影響PVC 與SAN 樹脂相相容性較好,而與丁二烯橡膠相不相容,故ABS/ PVC 共混物屬“半相容”體系。ABS 與PVC 配比(質量份數,下同) 對其共混物性能的影響如表2 所列。從表2 可以看出,隨著ABS 樹脂含量的提高,共混物的沖擊強度由快速增高到趨于平緩,而后下降。這是因為,當ABS 的含量不是足夠高時,橡膠含量對沖擊力的分散起著重要作用。當橡膠含量達到一定程度后,相結構狀態發生了轉變,原來的分散相變為連續相,致使沖擊強度開始增高并趨于平緩。從表2 還可以看出, 隨著ABS 含量的增高,拉伸強度降低,而熱變形溫度則升高。對于ABS/ PVC 共混物材料,除了要有好的韌性外,還要求要有較好的阻燃性。實驗結果表明,當PVC 達到50 份以上時才有較為明顯的阻燃效果,且當ABS 與PVC 各占50 份時,其共混物的拉伸性能、彎曲性能等均高于線性加和值,因此,ABS 與PVC 的配比以50∶50 為佳。
2. 2 PVC種類與共混物性能的關系
ABS/ PVC 共混物的力學性能與PVC 的種類之間存在著緊密的聯系,如圖2 所示。
圖2 不同聚合度PVC與ABS 共混的沖擊強度—S - 700 ; ○—S - 1000
從圖2 可以看出,當ABS/ PVC 的組成不變時,隨著PVC 相對分子質量的增加,共混物的沖擊強度明顯升高。
2. 3 ABS 接枝粉的添加對ABS/ PVC 共混物性能的影響
添加了ABS 接枝粉后的ABS/ PVC 共混物性能如表3 所列。此外,對S - 700 型和S - 1000 型PVC 各25份的ABS/ PVC 共混物進行了性能分析,結果表明其B 法維卡軟化點為83 ℃,常態邵氏(D) 硬度為74 ,添加ABS 接枝粉后拉伸強度保持不變,老化后的拉伸強度為31. 8 MPa , 扯斷伸長率為41 %。
2. 4 加工溫度的選擇
ABS/ PVC 共混物的加工溫度不僅影響共混物的性能, 且關系到生產加工的可行性。對ABS、PVC 及ABS/ PVC 共混物(配比為60∶40) 分別進行了熱失重分析,結果如圖3 所示。從圖3 可以看出, 共混物中的PVC 與純PVC 都會在230 ℃以上開始明顯降解。PVC 的降解過程比較復雜,主要是經過脫HCl 的催化反應,也會經歷一個鏈引發(傳遞) 、鏈增長和鏈終止的劇烈變化。在實際加工生產中,降解一旦開始,就很難快速阻止。
擠出溫度對ABS/ PVC 共混物的影響列于表
4 。由表4 可見,將擠出溫度控制在100~190 ℃是切實可行的。2. 5 產品外觀的影響因素對未加氟母粒和聚乙烯蠟的ABS/ PVC 共混物擠出成型,發現其表面不夠光滑,擠出速度慢。為此,分別加入1. 5 份氟母粒和5 份聚乙烯蠟,結果產品的表面光滑度和光澤度均得到改善,且螺桿扭矩下降。
3 ABS/ PVC密封條加工工藝
3. 1 工藝流程及配方
ABS/ PVC 密封條加工工藝流程如下: 將ABS、PVC、ABS 接枝粉及助劑加入高速混合器進行混合,用雙螺桿擠出機造粒,較后擠出成型。配方如表5 所列。3. 2 擠出造粒及成型ABS/ PVC 密封條擠出造粒及成型工藝參數分別如表6 、表7 所列。
4 結語通過選擇適宜的原料配比及加工溫度,并添加適量助劑,已生產出性能完全滿足相關技術指標的ABS/ PVC 密封條。
無錫嘉弘塑料科技有限公司擁有近30年改性PVC顆粒料的研發、造粒生產經驗,專業技術服務團隊可為客戶提供一站式系統解決方案。如想了解更多關于產品的信息,歡迎登錄我們的官網∶www。js-plastics。com,咨詢在線客服或撥打熱線。固話:0510-68755207 手機:15190220696,我們將竭誠為您服務。

(免責聲明: 本站內收錄的所有教程與資源均來自于互聯網,其版權均歸原作者及其網站所有,本站雖力求保存原有的版權信息,但由于諸多原因,可能導致無法確定其真實來源,請原作者原諒!如果您對本站教程與資源的歸屬存有異議,請立即通知小編,情況屬實,我們會較早時間予以刪除。)
