

塑料PVC管材擠出模具設計
欄目:媒體新聞 發布時間:2021-06-01 15:53
1概述 塑料擠出成型是用加熱的方法使塑料成為流動狀態,然后在一定壓力的作用下.使它通過塑模,經定型后制得連續的成品。 [/center...
1概述
塑料擠出成型是用加熱的方法使塑料成為流動狀態,然后在一定壓力的作用下.使它通過塑模,經定型后制得連續的成品。
擠出法加工的塑料制品種類很多,如管材、薄膜、棒材、板材、電纜敷層、單絲以及異形截面型材等。
擠出機還可以對塑料進行混合、塑化 、脫水、造粒和喂料等準備工序或半成品加工。因此,擠出成型已成為較普通的塑料成型加工方法之一。
用擠出法生產的塑料制品大多使用熱塑性塑料,也有使用熱固性塑料的。如聚氯乙烯、聚乙烯、聚丙烯、尼龍、ABS、聚碳酸酯、聚砜、聚甲醛、氯化聚醚等熱塑性塑料以及酚醛、脲醛等熱固性塑料。
擠出成型具有效率高、投資少、制造簡便,可以連續化生產,占地面積少,環境清潔等優點。通過擠出成型生產的塑料制品得到了廣泛的應用,其產量占塑料制品總量的二分之一以上。因此,擠出成型在塑料加工工業中占有很重要的地位。
1.1擠出成型機頭典型結構分析
機頭是擠出成型模具的主要部件,它有下述四種作用。
(1)物料由螺旋運動變為直線運動;
(2)產生必要的成型壓力,保證制品密實;
(3)使物料通過機頭得到進一步塑化;
(4)通過機頭成型所需要的斷面形狀的制品。
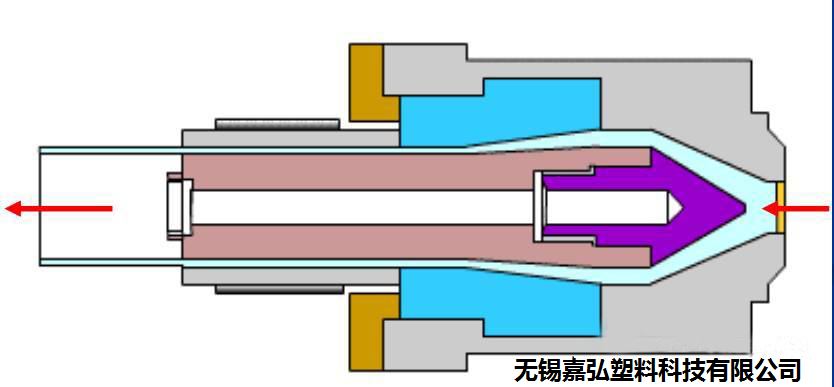
現以管材擠出機頭為例,分析一下機頭的組成與結構,見圖所示。
1.口模和芯棒
口模成型制品的外表面,芯棒成型制品的內表面,故口模和芯棒的定型部分決定制品橫截面形狀和尺寸。
2.多孔板(過濾板、柵板)
如圖所示,多孔板的作用是 將物料由螺螺旋運動變為直線運動,同時還能阻止未塑化的塑料和機械雜質進入機頭口此外,多孔板還能形成一定的機頭壓力,使制品更加密實。
3.分流器和分流器支架
分流器又叫魚雷頭。塑料通過分流器變成薄環狀,便于進一步加熱和塑化。大型擠出機的分流器內部還裝有加熱裝置。
分流器支架主要用來支撐分流器和芯棒,同時也使料流分束以加強攪拌作用。小型機頭的分流器支架可與分流器設計成整體。
4.調節螺釘
用來調節口模與芯棒之問的間隙,保證制品壁厚均勻。
5.機頭體
用來組裝機頭各零件及擠出機連接。
6.定徑套
使制品通過定徑套獲得良好的表面粗糙度,正確的尺寸和幾何形狀。
7.堵塞
防止壓縮空氣泄漏,保證管內一定的壓力
1.2擠出成型機頭分類及其設計原則
1.分類
由于擠出制品的形狀和要求不同,因此要有相應的機頭滿足制品的要求,機頭種類很多,大致
可按以下三種特征來進行分類:
(l)按機頭用途分類
可分為擠管機頭、吹管機頭、擠板機頭等;
(2)按制品出品方向分類
可分為直向機頭和橫向機頭,前者機頭內料流方向一與擠出機螺桿軸向一致,如硬管機頭;后者機頭內料流方向與擠出螺桿軸向成某一角度,如電纜機頭。
3)按機頭內壓力大小分類
可分為:
低壓機頭(料流壓力<40公斤/厘米2)、
中壓機頭(料流壓力為40-100公斤/厘米2
高壓機頭(料流壓力>100公斤/厘米2)。
2.設計原則
(l)流道呈流線型
為使物料能沿著機頭的流道充滿并均勻地被擠出,同時避免物料發生過熱分解,機頭內流道應呈流線型,不能急劇地擴大或縮小,更不能有死角和停滯區,流道應加工得十分光滑,表面粗糙度應在Ra 0.4um以下。
(2)足夠的壓縮比
為使制品密實和消除因分流器支架造成的結合縫,根據制品和塑料種類不同,應設計足夠的壓縮比。
壓縮比:是指模具體內熔料流道空腔中,進料端較大截面積與口模處環形空腔截面積之比。壓縮比一般取4 ~10,如果熔料粘度較高,取壓縮比在2.5~6
(3)正確的斷面形狀
機頭的成型部分的設計應保證物料擠出后具有規定的斷面形狀,由于塑料的物理性能和壓力、溫度等因素的影響,機頭的成型部分的斷面形狀并非就是制品的相應的斷面形狀,二者有相當的差異,設計時應考慮此因素,使成型部分有合理的斷面形狀。由于制品斷面形狀的變化與成型時間有關,因此控制必要的成型長度是一個有效的方法。
(4)結構緊湊
在滿足強度條件下,機頭結構應緊湊,其形狀應盡量做得規則而對稱,使傳熱均勻,裝卸方便和不漏料。
(5)選材要合理
由于機頭磨損較大,有的塑料又有較強的腐蝕性,所以機頭材料應選擇耐磨、硬度較高的碳鋼或合金鋼,有的甚至要鍍鉻,以提高機頭耐腐蝕性。
此外,機頭的結構尺寸還和制品的形狀、加熱方法、螺桿形狀、擠出速度等因素有關。設計者應根據具體情況靈活應用上述原則。
常見的管材擠出機頭結構形式有以下三種:
(1)直管式機頭 圖示為直管式機頭。其結構
簡單,具有分流器支架,芯模加熱困難,定型長度較長:適用于PVC、PA、PC、PE、PP等塑
料的薄壁小口徑的管材擠出。是擠出成型塑料
管材應用較廣泛的一種模具結構
(2)彎管式機頭
右圖為彎管式機頭,其結構特點是內部不設分流器支架,熔體在機頭中包圍芯棒流動成型,因此只產生一條分流痕跡。這種機頭較突出的優點是:擠出機機筒容
易接近芯棒上端,芯棒容易被加熱;與它配合的冷卻裝置可以同時對管材的內外徑進行冷卻定型,所以定型精度較高:流動阻力較小,料流穩定,出料均勻,生產率高,產品質量好。但結構復雜,制造困難,生產占地面積較大。
應用 :醫用管材內徑定型PVC管成型模具
內徑定型管材擠出成型模具結構,多在成型醫用管材中應用。此種塑料管多是透明,內、外壁光滑的小直徑管。模具結構不同于通用塑料成型模具之處,是設有內徑冷卻定型裝置。生產時、內徑冷卻定型裝置在管坯內通過,為擠出模具的管坯冷卻降溫定型;內徑冷卻定型裝置的外圓直徑與管的內孔直徑尺寸相符(或略大些),內有冷卻水通過。
(3)旁側式機頭
圖示為旁側式機頭。綜合了直向式和橫向式的優點。物料經改變方向消除了橫向機頭一次變向所造成的不均勻現象。占地面積小。
結構復雜,沒有分流器支架,芯模可以加熱,定型長度也不長。大小口徑管材均適用。擠出阻力大
無錫嘉弘塑料科技有限公司擁有近30年改性PVC粒料的研發、造粒生產經驗,改性工程塑料的研發和生產經驗;專業技術服務團隊可為客戶提供一站式改性塑料系統解決方案。如想了解更多關于產品的信息,歡迎登錄我們的官網∶ezoj.cn,咨詢在線客服或撥打熱線。固話:0510-68755207 手機:15190220696,我們將竭誠為您服務。
(免責聲明: 本站內收錄的所有教程與資源均來自于互聯網,其版權均歸原作者及其網站所有,本站雖力求保存原有的版權信息,但由于諸多原因,可能導致無法確定其真實來源,請原作者原諒!如果您對本站教程與資源的歸屬存有異議,請立即通知小編,情況屬實,我們會較早時間予以刪除。)
