

干貨:PVC粒料以及各類塑料注塑收縮率影響因素
欄目:媒體新聞 發布時間:2021-06-01 15:53
熱塑性塑料的特性是在加熱后膨脹,冷卻后收縮。注塑收縮率即指注塑制品制件在成型溫度下尺寸與從模具中取出冷卻至室溫后尺寸之差的百分比。在注塑成型過程中首先將熔融塑料注...
熱塑性塑料的特性是在加熱后膨脹,冷卻后收縮。注塑收縮率即指注塑制品制件在成型溫度下尺寸與從模具中取出冷卻至室溫后尺寸之差的百分比。在注塑成型過程中較早先將熔融塑料注射入模具型腔內,充填結束后熔料冷卻固化,從模具中取出塑件時即出現收縮,此收縮稱為成型收縮。塑件從模具取出到穩定這段時間內,尺寸仍會出現微小的變化,一種變化是繼續收縮,另一種變化是某些吸濕性塑料因吸濕而出現膨脹,但是其中起主要作用的是成型收縮。一般成型以后的收縮成為后收縮,后收縮通常比較小,對于尺寸比較小的產品則一般可以忽略。接下來講述制品結構、塑料材料性能、模具結構、注塑工藝對注塑收縮率的影響。
在直徑為99.85mm的模具中注塑成圓片,注塑溫度為190,注射速度為15g/s,注射壓力為25MPa,保壓時間為30s。將圓片在23、相對濕度50%下放置24h后測試尺寸,然后計算其成型收縮率S:
收縮率S=(M-D)/ M×100%
M:模腔直徑,mm
D:制品實際尺寸,平行于物料流動方向與垂直于物料流動方向直徑的平均值,mm
一、塑件結構及材料性能的影響
對于成型件壁厚來說,一般由于厚壁的冷卻時間較長,因而收縮率也較大。對于一般塑件來說,當沿熔料方向尺寸與垂直于熔料流動方向尺寸的差異較大時,則收縮率差異也較大。從熔料流動距離來看,遠離澆口部分的壓力損失大,因而該處的收縮率也比靠近澆口部位大。因加強筋、孔、凸臺和雕刻等形狀具有收縮抗力,因而這些部位的收縮率較小。
1.1. 塑料結構對制品收縮率的影響
1.1.1. 厚壁塑件比薄壁塑件收縮率大(但大多數塑料1mm薄壁制件反而比2mm收縮率大,這是由于熔體在模腔內阻力增大的緣故);
1.1.2. 塑件上帶嵌件比不帶嵌件的收縮率小;
1.1.3. 塑件形狀復雜的比形狀簡單的收縮率要小;
1.1.4. 塑件高度方向一般比水平方向的收縮率小;
1.1.5. 細長塑件在長度方向上的收縮率小;
1.1.6. 塑件長度方向的尺寸比厚度方向尺寸的收縮率小;
1.1.7. 內孔收縮率大,外形收縮率小。
1.2. 塑料性質對制品收縮率的影響
1.2.1. 結晶型塑料收縮率大于無定形塑料;
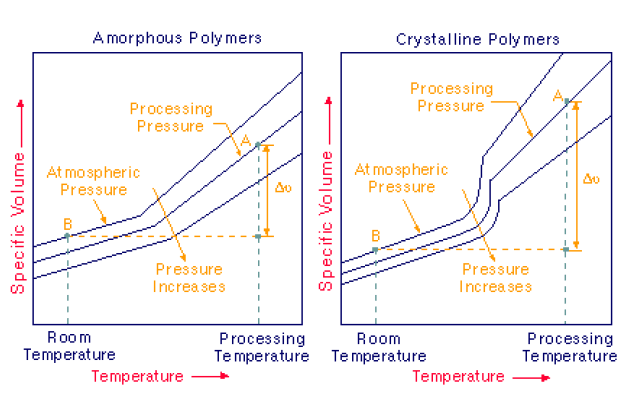
結晶塑料和無定型塑料收縮和翹曲示意圖
1.2.2. 流動性好的塑料,成型收縮率小;
1.2.3. 塑料中加入填充料,成型收縮率明顯下降;
1.2.4. 不同批次的相同塑料,成型收縮率也不相同。
推薦閱讀:什么是結晶性塑料?及結晶對性能和加工性能的影響
二、模具結構的影響
澆口形式對收縮率也有影響。用小澆口時,因保壓結束之前澆口即固化而使塑件的收縮率增大。注塑模具中的冷卻回路結構也是模具設計中的一個關鍵。冷卻回路設計不當,則因塑件各處溫度不均衡而產生收縮差,其結果是使塑件尺寸差或變形。在薄壁部分,模具溫度分布對收縮率的影響則更為明顯。小編總結了以下四點:
2.1. 澆口尺寸大,收縮率減小;
2.2. 垂直的澆口方向收縮率減小,平行的澆口方向收縮率增大;
2.3. 遠離澆口比近澆口的收縮率小;
2.4. 有模具限制的塑件部分的收縮率小,無限制的塑件部分的收縮率大。
三、成型工藝對塑料制品收縮率的影響
3.1. 料筒溫度:
料筒溫度較高時,壓力傳遞較好而使收縮力減小。但用小澆口時,因澆口固化早而使收縮率仍較大。對于壁厚塑件來說,即使筒溫度較高,其收縮率仍較大。
3.2. 補料:
在成型條件中,盡量減少補料以使塑件尺寸保持穩定。但補料不足則無法保持壓力,也會使收縮率增大。
3.3. 注射壓力:
注射壓力是對收縮率影響較大的因素,特別是充填結束后的保壓壓力。在一般情況下,壓力較大時候因材料的密度大,收縮率就較小。尤其針對熱塑性彈性體材料,注塑壓力加大,收縮率可以明顯降低,但注塑壓力過大,甚至導致低硬度TPE膨脹。
3.4. 注射速度:
注射速度對收縮率的影響較小。但對于薄壁塑件或澆口非常小,以及使用強化材料時,注射速度加快則收縮率小。
3.5. 模具溫度:
通常模具溫度較高時收縮率也較大。但對于薄壁塑件,模具溫度高則熔料的流動抗阻小,進而收縮率反而較小。
3.6. 成型周期:
成型周期與收縮率無直接關系。但需注意,當加快成型周期時,模具溫度、熔料溫度等必然也發生變化,從而影響收縮率的變化。
附表:常用材料收縮率及其他參數如下:
簡稱中文比重收縮率%料筒筒溫度模溫
LDPE低密度聚乙烯0.923220~26020~40
HDPE度密度聚乙烯0.963190~28030~70
PP聚丙烯0.912210~28020~50
PVC聚氯乙烯1.38~1.411.5170~19020~40
ABS丙烯-丁二烯-苯乙烯1.050.6210~26050~80
AS丙烯-苯乙烯1.070.6220~27040~80
BS丁二烯-苯乙烯1.010.5190~23030~50
GPPS通用聚苯乙烯1.160.3~0.6200~25040~60
HIPS高沖擊聚苯乙烯(改苯)1.080.5210~27020~50
EVA乙烯-醋酸乙烯脂0.952140~20020~40
PMMA聚甲基丙烯甲脂1.180.6220~24060~80
PA6聚酰胺-61.130.7-1250~27040~60
PA66聚酰胺-661.131.3280~30040~60
PA66+30%GF聚酰胺-66+30%玻纖1.390.3240~27080~90
POM聚甲醛1.422.1205~22580~100
PC聚碳酸脂1.20.5271~29371~93
PET聚對苯二甲酸乙二醇脂1.330.4277~29315~30
PET+30%GF聚對苯二甲酸乙二醇脂+30%玻纖1.670.2265~30595~150
PETG改性聚酯1.270.2~0.5250~27015~40
PCTG改性聚酯1.230.2~0.5275~29515~40
PBT聚對苯二甲酸丁二醇脂1.41.5~2.2225~24540~80
PBT+30%GF聚對苯二甲酸丁二醇脂1.610.4~0.9225~25040~100
PCT+30%GF改性聚酯+30%玻纖1.450.1~0.4295~370105~135
CA醋酸纖維素1.260.5160~23040~60
CAP丙酸纖維素1.20.5215~24040~75
CAB丁酸纖維素1.190.5230~25040~85
PP耐高溫耐高溫聚丙烯1.120.9~1.1180~22060~80
PP防火防火聚丙烯0.951.4180~22030~50
PPS+40%GF聚苯硫醚+40%玻纖1.670.25300~340120~150
PPO聚苯醚1.070.5~0.8270~31070~93
PSU聚砜1.240.5330~360120~160
PES聚醚砜1.370.68340~380120~160
LCP液晶聚合物1.70.02385~40035~200
SBS苯乙烯嵌段共聚物0.96~1.11.5145~16025~30
SEBS氫化苯乙烯嵌段共聚物0.87~0.911.6180~22035~65
TPU熱塑性聚氨脂1.241.2190~22024~49
TPV完全硫化聚烯烴彈性體0.971.5~2.5180~19010~80
TPEE聚酯彈性體1.21.4220~25045
注:對于熱塑性彈性體TPE-S和熱塑性橡膠TPV的收縮率,范圍很寬,在開模具之前,較好與熱塑性彈性體材料廠家確定好具體的收縮率。熱塑性彈性體材料的收縮率與硬度有很大的關系,通常90A左右的TPE收縮率大約在1.5%,70A左右的收縮率大約在2%,50A左右的收縮率約在2.5%。其實主要是和填充油相關,油越多收縮率越大。
對于TPV還和硫化程度有關,通常硫化程度高的TPV,收縮率更大。比如用某些國產的TPV牌號替換進口TPV,可能會產生制品尺寸過大的情況,主要是進口TPV的交聯度更高,同樣的硬度,進口TPV的聚丙烯含量和油的含量更高。
無錫嘉弘塑料科技有限公司擁有近30年改性PVC粒料的研發、造粒生產經驗,改性工程塑料的研發和生產經驗;專業技術服務團隊可為客戶提供一站式改性塑料系統解決方案。如想了解更多關于產品的信息,歡迎登錄我們的官網∶ezoj.cn,咨詢在線客服或撥打熱線。固話:0510-68755207 手機:15190220696,我們將竭誠為您服務。
(免責聲明: 本站內收錄的所有教程與資源均來自于互聯網,其版權均歸原作者及其網站所有,本站雖力求保存原有的版權信息,但由于諸多原因,可能導致無法確定其真實來源,請原作者原諒!如果您對本站教程與資源的歸屬存有異議,請立即通知小編,情況屬實,我們會較早時間予以刪除。)
在直徑為99.85mm的模具中注塑成圓片,注塑溫度為190,注射速度為15g/s,注射壓力為25MPa,保壓時間為30s。將圓片在23、相對濕度50%下放置24h后測試尺寸,然后計算其成型收縮率S:
收縮率S=(M-D)/ M×100%
M:模腔直徑,mm
D:制品實際尺寸,平行于物料流動方向與垂直于物料流動方向直徑的平均值,mm
一、塑件結構及材料性能的影響
對于成型件壁厚來說,一般由于厚壁的冷卻時間較長,因而收縮率也較大。對于一般塑件來說,當沿熔料方向尺寸與垂直于熔料流動方向尺寸的差異較大時,則收縮率差異也較大。從熔料流動距離來看,遠離澆口部分的壓力損失大,因而該處的收縮率也比靠近澆口部位大。因加強筋、孔、凸臺和雕刻等形狀具有收縮抗力,因而這些部位的收縮率較小。
1.1. 塑料結構對制品收縮率的影響
1.1.1. 厚壁塑件比薄壁塑件收縮率大(但大多數塑料1mm薄壁制件反而比2mm收縮率大,這是由于熔體在模腔內阻力增大的緣故);
1.1.2. 塑件上帶嵌件比不帶嵌件的收縮率小;
1.1.3. 塑件形狀復雜的比形狀簡單的收縮率要小;
1.1.4. 塑件高度方向一般比水平方向的收縮率小;
1.1.5. 細長塑件在長度方向上的收縮率小;
1.1.6. 塑件長度方向的尺寸比厚度方向尺寸的收縮率小;
1.1.7. 內孔收縮率大,外形收縮率小。
1.2. 塑料性質對制品收縮率的影響
1.2.1. 結晶型塑料收縮率大于無定形塑料;
結晶塑料和無定型塑料收縮和翹曲示意圖
1.2.2. 流動性好的塑料,成型收縮率小;
1.2.3. 塑料中加入填充料,成型收縮率明顯下降;
1.2.4. 不同批次的相同塑料,成型收縮率也不相同。
推薦閱讀:什么是結晶性塑料?及結晶對性能和加工性能的影響
二、模具結構的影響
澆口形式對收縮率也有影響。用小澆口時,因保壓結束之前澆口即固化而使塑件的收縮率增大。注塑模具中的冷卻回路結構也是模具設計中的一個關鍵。冷卻回路設計不當,則因塑件各處溫度不均衡而產生收縮差,其結果是使塑件尺寸差或變形。在薄壁部分,模具溫度分布對收縮率的影響則更為明顯。小編總結了以下四點:
2.1. 澆口尺寸大,收縮率減小;
2.2. 垂直的澆口方向收縮率減小,平行的澆口方向收縮率增大;
2.3. 遠離澆口比近澆口的收縮率小;
2.4. 有模具限制的塑件部分的收縮率小,無限制的塑件部分的收縮率大。
三、成型工藝對塑料制品收縮率的影響
3.1. 料筒溫度:
料筒溫度較高時,壓力傳遞較好而使收縮力減小。但用小澆口時,因澆口固化早而使收縮率仍較大。對于壁厚塑件來說,即使筒溫度較高,其收縮率仍較大。
3.2. 補料:
在成型條件中,盡量減少補料以使塑件尺寸保持穩定。但補料不足則無法保持壓力,也會使收縮率增大。
3.3. 注射壓力:
注射壓力是對收縮率影響較大的因素,特別是充填結束后的保壓壓力。在一般情況下,壓力較大時候因材料的密度大,收縮率就較小。尤其針對熱塑性彈性體材料,注塑壓力加大,收縮率可以明顯降低,但注塑壓力過大,甚至導致低硬度TPE膨脹。
3.4. 注射速度:
注射速度對收縮率的影響較小。但對于薄壁塑件或澆口非常小,以及使用強化材料時,注射速度加快則收縮率小。
3.5. 模具溫度:
通常模具溫度較高時收縮率也較大。但對于薄壁塑件,模具溫度高則熔料的流動抗阻小,進而收縮率反而較小。
3.6. 成型周期:
成型周期與收縮率無直接關系。但需注意,當加快成型周期時,模具溫度、熔料溫度等必然也發生變化,從而影響收縮率的變化。
附表:常用材料收縮率及其他參數如下:
簡稱中文比重收縮率%料筒筒溫度模溫
LDPE低密度聚乙烯0.923220~26020~40
HDPE度密度聚乙烯0.963190~28030~70
PP聚丙烯0.912210~28020~50
PVC聚氯乙烯1.38~1.411.5170~19020~40
ABS丙烯-丁二烯-苯乙烯1.050.6210~26050~80
AS丙烯-苯乙烯1.070.6220~27040~80
BS丁二烯-苯乙烯1.010.5190~23030~50
GPPS通用聚苯乙烯1.160.3~0.6200~25040~60
HIPS高沖擊聚苯乙烯(改苯)1.080.5210~27020~50
EVA乙烯-醋酸乙烯脂0.952140~20020~40
PMMA聚甲基丙烯甲脂1.180.6220~24060~80
PA6聚酰胺-61.130.7-1250~27040~60
PA66聚酰胺-661.131.3280~30040~60
PA66+30%GF聚酰胺-66+30%玻纖1.390.3240~27080~90
POM聚甲醛1.422.1205~22580~100
PC聚碳酸脂1.20.5271~29371~93
PET聚對苯二甲酸乙二醇脂1.330.4277~29315~30
PET+30%GF聚對苯二甲酸乙二醇脂+30%玻纖1.670.2265~30595~150
PETG改性聚酯1.270.2~0.5250~27015~40
PCTG改性聚酯1.230.2~0.5275~29515~40
PBT聚對苯二甲酸丁二醇脂1.41.5~2.2225~24540~80
PBT+30%GF聚對苯二甲酸丁二醇脂1.610.4~0.9225~25040~100
PCT+30%GF改性聚酯+30%玻纖1.450.1~0.4295~370105~135
CA醋酸纖維素1.260.5160~23040~60
CAP丙酸纖維素1.20.5215~24040~75
CAB丁酸纖維素1.190.5230~25040~85
PP耐高溫耐高溫聚丙烯1.120.9~1.1180~22060~80
PP防火防火聚丙烯0.951.4180~22030~50
PPS+40%GF聚苯硫醚+40%玻纖1.670.25300~340120~150
PPO聚苯醚1.070.5~0.8270~31070~93
PSU聚砜1.240.5330~360120~160
PES聚醚砜1.370.68340~380120~160
LCP液晶聚合物1.70.02385~40035~200
SBS苯乙烯嵌段共聚物0.96~1.11.5145~16025~30
SEBS氫化苯乙烯嵌段共聚物0.87~0.911.6180~22035~65
TPU熱塑性聚氨脂1.241.2190~22024~49
TPV完全硫化聚烯烴彈性體0.971.5~2.5180~19010~80
TPEE聚酯彈性體1.21.4220~25045
注:對于熱塑性彈性體TPE-S和熱塑性橡膠TPV的收縮率,范圍很寬,在開模具之前,較好與熱塑性彈性體材料廠家確定好具體的收縮率。熱塑性彈性體材料的收縮率與硬度有很大的關系,通常90A左右的TPE收縮率大約在1.5%,70A左右的收縮率大約在2%,50A左右的收縮率約在2.5%。其實主要是和填充油相關,油越多收縮率越大。
對于TPV還和硫化程度有關,通常硫化程度高的TPV,收縮率更大。比如用某些國產的TPV牌號替換進口TPV,可能會產生制品尺寸過大的情況,主要是進口TPV的交聯度更高,同樣的硬度,進口TPV的聚丙烯含量和油的含量更高。
無錫嘉弘塑料科技有限公司擁有近30年改性PVC粒料的研發、造粒生產經驗,改性工程塑料的研發和生產經驗;專業技術服務團隊可為客戶提供一站式改性塑料系統解決方案。如想了解更多關于產品的信息,歡迎登錄我們的官網∶ezoj.cn,咨詢在線客服或撥打熱線。固話:0510-68755207 手機:15190220696,我們將竭誠為您服務。
(免責聲明: 本站內收錄的所有教程與資源均來自于互聯網,其版權均歸原作者及其網站所有,本站雖力求保存原有的版權信息,但由于諸多原因,可能導致無法確定其真實來源,請原作者原諒!如果您對本站教程與資源的歸屬存有異議,請立即通知小編,情況屬實,我們會較早時間予以刪除。)
